Viewing the Care for Food | Water | Land | Air Resources as a Granted Mutual Priviledge considered Universal in the Golden Age of Making | Doing and Being
Working Groups for Earth Restoration
Personal | Community | State
Emergency 911 Utility Locate 811 Food Shelter 211
Industrial Hemp
guide details the structural and economic framework necessary to sustain a fiber and grain hemp industry within Indiana. It outlines the legal landscape, noting that the Office of Indiana State Chemist regulates production in alignment with updated federal THC standards and streamlined licensing for industrial growers. The text highlights the critical role of academic research, specifically pointing to Purdue University’s efforts in developing compliant crop varieties and soil health strategies. To foster a complete supply chain, the document identifies key private sector partners involved in specialized harvesting, decortication, and the manufacturing of sustainable building materials. These efforts focus on three strategic pillars: utilizing hemp for carbon-negative construction, developing automotive bioplastics, and creating advanced industrial filtration systems. Ultimately, the source serves as a roadmap for transitioning Indiana toward a robust, bio-based manufacturing economy.
.png)
Industrial Hemp | Indiana Michigan State Line Solution
 |  |  |
|---|---|---|
 |  |  |
 |
Indiana Industrial Hemp
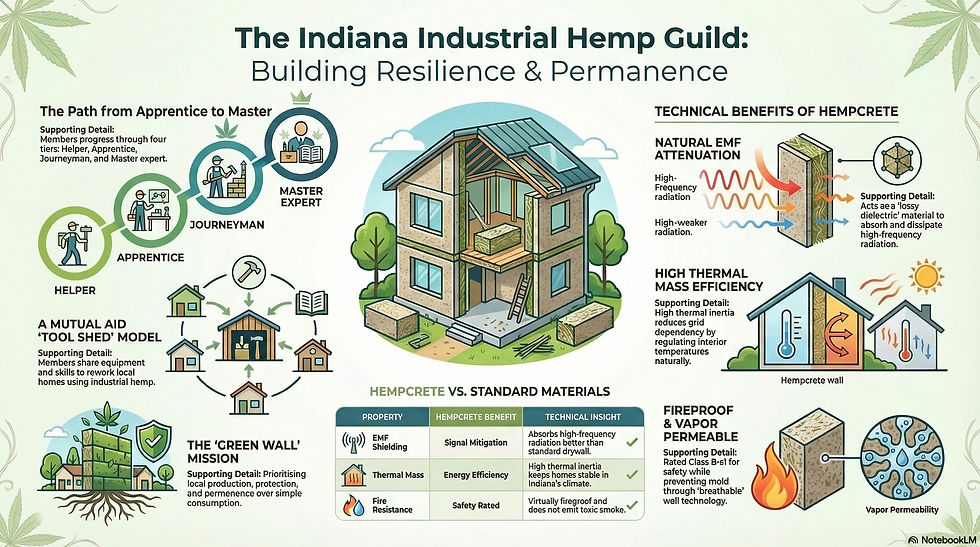
Scientific Edge: The EMF Shielding Lab
-
The most powerful differentiator for the Green Wall is its measurable protection.
-
Technical Insight: Promote hempcrete as a "lossy dielectric" material that absorbs and dissipates high-frequency electromagnetic radiation.
-
The #EMF-Shielding-Lab: Use anonymized data from pre- and post-installation tests to build a public record of the Green Wall’s efficacy
-
Performance Metrics:
-
Thermal Mass: High thermal inertia reduces grid dependency.
-
Fire Resistance: Euroclass Class B-s1, d0 (virtually fireproof).
-
Vapor Permeability: Naturally regulates humidity and prevents mold—critical for the Indiana climate.
-
.png)
Replacing petroleum-based plastics with hemp bioplastics with Indiana Industrial Hemp
https://www.perplexity.ai/search/you-are-reseaching-replacing-p-QUzhfNyjQXyv69h9nLFRtQ
Replacing petroleum-based plastics with hemp bioplastics offers the RV industry a sustainable alternative that aligns with Indiana's legal hemp cultivation. This plan outlines an integrated approach from cultivation to bioplastic production, leveraging onsite processing and USDA certification.
Cultivation Plan
Growing Conditions & Timeline
-
Soil Prep: Plant in well-drained loam soil (pH 6–7.5) after last frost (late May in northern Indiana)1.
-
Seed Selection: Use high-fiber hemp varieties like Futura 75 (monoecious, 140–160 day cycle, 9–12 tons/ha yield)5.
-
Planting: Sow at 40–60 lbs/acre, 6–8" row spacing for optimal fiber growth1.
-
Harvesting:
Onsite Processing Infrastructure
Machinery & Costs
StepEquipmentCost RangeFunction
Fiber SeparationDecorticator$30,000–$100,000Separates hemp hurd from bast fiber
Material PrepHammer Mill$5,000–$15,000Pulverizes hurd into powder for bioplastic3
PelletizingSingle-Screw Pellet Extruder$15,000–$50,000Produces hemp-PLA/PHA composite pellets3
Bioplastic MoldingTwin-Screw Extruder$80,000–$200,000Blends hemp with binders (PLA/PHA)6
StorageClimate-Controlled Silos$10,000–$20,000Prevents moisture damage to raw materials2
Total Estimated Setup Cost: $130,000–$385,000
USDA BioPreferred Certification
-
Application: Submit product details via BioPreferred portal4.
-
Testing: Use approved labs (e.g., SGS, Intertek) to verify biobased content (≥25% for bioplastics)4.
-
Approval: Process takes ~90 days; successful applicants receive certification label for marketing4.
Seed Procurement
-
Futura 75: Contact Canapuglia (Italy-based supplier) via their website5.
-
Alternative Suppliers: Partner with Heartland Industries (Michigan) for regional fiber-focused cultivars1.
Bioplastic Formulation Examples
-
PLA-Hemp Composite
-
PHA-Hemp Composite
-
Process: Combine 25–40% hemp hurd with PHA resin (derived from bacterial fermentation).
-
Advantage: Fully biodegradable under industrial composting conditions.
-
Implementation Strategy
-
Phase 1 (Year 1): Cultivate 10–20 acres for fiber, validate processing equipment.
-
Phase 2 (Year 2): Scale to 50+ acres, integrate bioplastic production for RV panels/interior components.
-
Partnerships: Collaborate with Heartland Industries for fiber pelletizing expertise or Hemp, Inc. for processing facility design12.
This closed-loop system reduces material costs by 15–30% long-term while meeting sustainability goals. Northern Indiana’s climate supports hemp’s growth cycle, and onsite processing minimizes transportation emissions.
How can hemp be processed and converted into bioplastics on-site?
To process hemp into bioplastics onsite for RV parts, the manufacturer must implement a streamlined system combining mechanical separation, chemical treatment, and thermoplastic processing. Here’s a step-by-step breakdown:
Onsite Processing Workflow
-
Decortication
-
Use a decorticator machine to separate hemp stalks into:
-
Bast fibers (long, cellulose-rich strands for bioplastic).
-
Hurd (short woody fibers for insulation/composites).
-
-
Output: 70–80% bast fiber yield from dry stalks.
-
-
Cellulose Extraction
-
Alkaline Treatment:
-
Soak bast fibers in 5% sodium hydroxide (NaOH) at 80°C for 2–4 hours to dissolve lignin.
-
Rinse with water to neutralize pH.
-
-
Bleaching:
-
Treat fibers with 5% hydrogen peroxide to remove residual lignin and whiten cellulose.
-
-
Drying & Milling:
-
Air-dry fibers to ≤10% moisture, then grind into fine cellulose powder (≤100 µm particles).
-
-
-
Bioplastic Formulation
Blend cellulose with biopolymers and additives:ComponentRoleExample Ratios
Hemp celluloseStructural backbone40–60%
PLA/PHAThermoplastic binder30–50%
GlycerolPlasticizer5–10%
StarchCost reducerOptional (10–15%)
-
Extrusion & Pelletizing
-
Feed mixture into a twin-screw extruder at 160–180°C to melt and homogenize.
-
Cut extruded strands into pellets for storage or immediate molding.
-
-
Injection Molding
-
Load pellets into an injection molder heated to 180–200°C.
-
Mold into RV parts (e.g., interior panels, cabinet handles).
-
Cycle time: 30–60 seconds, depending on part thickness.
-
Infrastructure & Equipment
-
Decorticator: $50k–$150k (processes 2–5 tons/day).
-
Chemical Tanks: Stainless steel vats for NaOH and peroxide baths.
-
Extruder/Molder: $200k–$500k for small-scale systems.
-
Drying Silo: Maintains ≤10% moisture for cellulose storage.
Safety & Compliance
-
Ventilation: Install fume hoods for NaOH handling.
-
Waste Management: Neutralize alkaline wastewater before disposal.
-
PPE: Chemical-resistant gloves, goggles, and respirators for workers.
Performance Metrics
-
Tensile Strength: 40–60 MPa (vs. 30–50 MPa for polypropylene).
-
Heat Resistance: Stable up to 150°C (suitable for RV interiors).
-
Biodegradation: 90% decomposition in 6–12 months under industrial composting.
By integrating these steps, the RV manufacturer can produce durable, lightweight bioplastics while reducing reliance on petroleum-based plastics.
How does the quality of hemp affect the final bioplastic product?
The pros and cons of hemp bioplastic - EuroPlas
Hemp bioplastics – current market, and future
The quality of hemp directly impacts the durability, biodegradability, and performance of the final bioplastic product. Here’s how key factors influence outcomes:
1. Cellulose Content
-
High-quality hemp contains 65–70% cellulose (vs. 40% in wood), providing superior structural integrity for bioplastics34.
-
Stronger fibers yield bioplastics with 5x higher stiffness and 2.5x greater tensile strength than polypropylene3.
-
Low-quality or immature plants reduce cellulose yield, weakening the material.
-
2. Growth Conditions
-
Soil and nutrients:
-
Optimal pH (6–7.5) and nitrogen-rich soil maximize cellulose production3. Poor soil leads to weaker fibers.
-
-
Pesticide/water use:
3. Harvest Timing
-
Early flowering stage harvest ensures peak cellulose levels3. Late harvesting increases lignin content, complicating processing and reducing bioplastic flexibility4.
4. Processing Methods
-
Decortication efficiency:
-
Proper separation of bast fibers (70–80% cellulose) from hurd is critical. Poor decortication leaves woody residues, weakening the bioplastic4.
-
-
Chemical treatment:
5. Additives and Formulation
-
Plasticizer ratios:
-
Starch blends:
-
Adding starch (10–15%) lowers costs but shortens shelf life and accelerates biodegradation1.
-
Quality Impact on Bioplastic Properties
FactorHigh-Quality HempLow-Quality Hemp
Strength40–60 MPa tensile strength<30 MPa tensile strength
Biodegradation3–12 months (controlled)Faster, uneven breakdown
Heat ResistanceStable up to 150°CWarps above 120°C
Shelf Life18–24 months (dry storage)Degrades in 6–12 months
Recommendations for RV Manufacturers
-
Source certified hemp seeds (e.g., Futura 75) for high cellulose yields3.
-
Implement strict processing controls to maintain cellulose purity and fiber length.
-
Balance additives for RV-specific needs:
-
Use PLA blends for interior panels requiring rigidity.
-
Opt for PHA blends in components needing flexibility (e.g., seals).
-
By prioritizing hemp quality and refining processing, manufacturers can produce bioplastics that rival petroleum-based plastics in performance while meeting sustainability goals134.
How does the biodegradability of hemp bioplastics compare to traditional plastics?
What are the main challenges in scaling up hemp bioplastic production?
How does the durability of hemp bioplastics compare to traditional plastics?
What are the potential applications of hemp bioplastics in the aerospace industry?
How does the energy efficiency of hemp bioplastic production impact its overall sustainability?
Industrial Hemp
Industial Hemp BioPlastics | BioChar | Hemp Protien Foods